0270-64-1234
0270-64-1234


 ステンレスフレームは優れた耐食性と強度を持ち、食品・医薬品・化粧品等の機械装置において必須となる部材です。
ステンレスフレームは優れた耐食性と強度を持ち、食品・医薬品・化粧品等の機械装置において必須となる部材です。製作には、厚板や型鋼を用いて高剛性・大型架台を作る製缶加工と、薄板を精密に曲げて軽量・量産筐体を作る板金加工があります。本記事では、ステンレスフレームの加工におけるポイントと当社が過去に製作した製品をいくつかご紹介させていただきます。
ステンレスフレームの製缶板金加工について
なぜステンレスフレームが多くの産業で求められるのか
産業用機械の架台や各種設備の骨組みとなるフレームにおいて、ステンレス(SUS)という素材は極めて重要なポジションを占めています。鉄(SS材)やアルミニウムといった他の金属材料と比較した際、ステンレスが選ばれる最大の理由は、その圧倒的な環境適応力にあります。
ステンレスは表面に不働態皮膜と呼ばれる緻密な酸化被膜を自己再生的に形成するため、水分や化学物質に対して非常に高い耐食性を発揮します。また、耐熱性や強度にも優れており、過酷な稼働環境下でも長期にわたり初期の剛性を維持することが可能です。これにより、装置の長寿命化やメンテナンスコストの削減に直結するため、信頼性が厳しく求められる産業用フレームにおいて、ステンレスは欠かせない存在となっています。
フレーム製作における「製缶加工」と「板金加工」の基本
ステンレスフレームを形作る手法には、大きく分けて「製缶加工」と「板金加工」の2つのアプローチが存在します。これらはどちらも金属を加工する技術ですが、扱う材料の形態や加工プロセス、そして得意とする製品のサイズや剛性に明確な違いがあります。
製缶加工とは、主に厚板や型鋼(パイプ、アングル、チャンネルなど)を切断・穴あけし、溶接によって一体化させて強固な構造物を作り出す加工法です。一方で板金加工(特に精密板金)は、比較的薄い金属板(シャーリングやレーザーで切り出した板材)をプレスブレーキなどで折り曲げ、溶接やカシメ、ボルト留めによって箱型やフレーム状に組み立てる手法を指します。ステンレスフレームの製作においては、求められる「強度」「重量」「コスト」「意匠性」に応じて、これら2つの技術を適切に融合、または使い分けることが求められます。
ステンレス素材ならではのメリットと加工の難しさ
優れた耐食性と強度、クリーン環境への適性
ステンレスフレームの最大のメリットは、塗装やめっきなどの表面処理を施さなくてもサビにくいという点です。鉄製フレームの場合、どれだけ強固に塗装をしても、経年劣化や接触による傷からサビが発生し、構造全体の強度低下を招くリスクがあります。しかし、ステンレスであれば素材そのものが高い耐食性を持っているため、水分が日常的に付着する環境や、薬品を使用する現場でも安心して使用できます。
この特性は、特に「クリーン環境」において真価を発揮します。定期的な洗浄・殺菌が義務付けられている食品・医薬品の製造ラインでは、ステンレスフレームの採用が事実上の標準となっています。また、金属光沢による特有の美観も、製品全体の高級感や清潔感を高める要素として評価されています。
ステンレス特有の「加工硬化」と「熱膨張による溶接歪み」
一方で、ステンレスは製造現場における「加工が難しい金属(難削材・難加工材)」の代表格でもあります。設計・製造の段階で特に注意すべきなのが、「加工硬化」と「熱膨張による溶接歪み」という2つの物理的特性です。
加工硬化とは、ステンレス(特に代表的なSUS304など)に切削や穴あけ、曲げなどの外力を加えると、その部分の組織が変化して急激に硬くなる現象です。これにより、ドリル刃が摩耗しやすくなったり、曲げ加工時に狙った通りの角度が出にくくなったりします。さらに厄介なのが、熱膨張率が鉄に比べて約1.5倍と高く、熱伝導率が低い点です。溶接時の熱が局所にこもりやすく、冷却時に金属が大きく収縮するため、フレーム全体が激しく歪んでしまいます。この溶接歪みをいかに制御し、要求される寸法精度(直角度や平面度)を出すかが、ステンレス製缶板金加工における最大の技術的ハードルとなります。
ステンレスフレームにおける「製缶加工」の特徴
厚板・型鋼(アングル・チャンネル)を駆使した高剛性フレーム
ステンレスフレームを製缶加工で製作する場合、その主役となるのは厚みのあるプレートや、各種の型鋼(かたこう)です。型鋼には、断面がL字型のアングル、コ字型のチャンネル、あるいは四角い角パイプや丸パイプなどがあり、これらは単体でも非常に高い幾何学的剛性を持っています。
製缶加工によるフレームは、これらの強固な部材をあらかじめ設計寸法に合わせて切断し、立体的に組み上げていくことで完成します。肉厚が数ミリメートルから十数ミリメートルに及ぶ部材を使用するため、フレーム自体が非常に頑丈に仕上がります。重切削を行う工作機械のベース架台や、数トンクラスの重量物を載せるプラント用ステージなど、「絶対にたわんではならない」「激しい振動に耐えなければならない」という厳しい剛性が求められるケースにおいて、製缶加工によるステンレスフレームは唯一無二の選択肢となります。
大型架台や重量物支持に用いられる製缶溶接の技術
製缶フレームの組み立てにおいて、最も重要な工程が「溶接」です。ステンレスの厚物や型鋼を強固に接合するためには、TIG溶接(アルゴン溶接)やMIG/MAG溶接といったアーク溶接技術が多用されます。特に高い機密性や強度が求められる部位には、部材の開先(接合面の溝)にしっかりと溶融金属を流し込む完全溶込み溶接などが適用されます。
大型架台ともなれば、溶接線の長さが数メートルに及ぶことも珍しくありません。溶接によって部材同士が分子レベルで一体化するため、ボルト結合のような「緩み」が発生せず、長期にわたって極めて高い構造強度が維持されます。ただし、前述の通りステンレスは熱によって動きやすいため、溶接する順番(溶接シーケンス)を綿密に計画し、熱の偏りを防ぎながら均等にアプローチしていく熟練の溶接技術が必要不可欠です。
溶接歪みを抑える職人の歪み取り
製缶加工によって溶接されたステンレスフレームは、どれほど注意深く溶接しても、多かれ少なかれ必ず「歪み(ひずみ)」が生じます。この歪みをそのままにしておくと、装置を据え付けた際にガタつきが出たり、精密な部品を取り付けられなくなったりします。そこで行われるのが、職人技とも言える「歪み取り(定盤作業)」です。
歪み取りには、主に「非熱(機械的)」と「加熱(熱的)」の手法があります。非熱による歪み取りでは、大型のプレス機を用いたり、ハンマーで特定のポイントを叩くことで応力を逃がし、寸法を微調整します。一方、加熱による歪み取り(点加熱・線加熱)は、ガスバーナーなどで歪みと逆方向の部位を局所的に急熱・急冷し、金属の収縮力を利用してフレームを真っ直ぐに矯正する高度な技術です。ステンレスは加熱しすぎると耐食性が低下(鋭敏化)するリスクがあるため、温度管理を含めた非常に繊細な職人の感覚が求められる工程です。
ステンレスフレームにおける板金加工の特徴
薄板をレーザーカット・曲げ加工する軽量・精密フレーム
「板金加工」アプローチによるステンレスフレームは、製缶加工とは対照的に、主に厚さ1.0mm〜3.0mm程度の「薄板」を出発点とします。加工のプロセスは、まず平らなステンレス鋼板(SUS304 2B材など)を、高精度なファイバーレーザー加工機やパンチ・レーザー複合機を用いて、展開形状通りにクリーンに切り出すことから始まります。
切り出された板材は、次にプレスブレーキ(折り曲げ機)によって、ミリメートル単位、時には0.1mm単位の精度で正確に折り曲げられます。板金加工の最大の強みは、この「薄さ」と「精密さ」にあります。型鋼のような既製の形状に縛られることなく、ブランク(ブランキング加工)の形状次第で、自在なディテールをフレームに盛り込むことが可能です。結果として、非常に軽量でありながら、寸法精度の高いシャープなフレーム構造を作り出すことができます。
カバー一体型フレームや量産性に優れた構造
板金加工によるステンレスフレームのもう一つの大きな特徴は、「フレーム(骨組み)」と「カバー(外装)」の機能を一体化させやすい点にあります。例えば、1枚のステンレス板を複雑に曲げ込んでいくことで、内部に電子基板やモーターを固定するステー(マウント)を持たせつつ、そのまま製品の外観となる筐体を形作ることができます。
また、板金加工はデジタルデータ(CAD/CAM)との親和性が非常に高く、レーザーカットや曲げ加工の自動化が進んでいます。そのため、製缶加工のように職人が一点一点現物合わせで型鋼を切断・溶接していく手法に比べ、同一形状のものを短時間で大量に、かつ均一な品質で製造すること(量産)に向いています。制御盤のボックスや、分析装置のインナーシャーシ、厨房機器のベースフレームなどは、この板金加工のメリットを最大限に活かした好例です。
曲げによる強度確保(リブ・フランジ構造)の重要性
薄板を使用する板金フレームにおいて、設計者が最も頭を悩ませるのが「剛性の確保」です。1.5mmや2.0mmの平板のままでは、重い部品を載せたり外力が加わったりした際に、簡単にたわんだり、ベコベコと波打つ「太鼓現象」が発生してしまいます。
これを解決するために、板金加工では「形状で強度を稼ぐ」というアプローチをとります。具体的には、板の端部に折り返し(フランジ)を設けたり、板の面部分にプレスでV字やU字の溝(リブ)を成形したりします。この曲げを一本加えるだけで、断面二次モーメントが飛躍的に向上し、薄板とは思えないほどのカチッとした硬さを手に入れることができます。材料全体の重量(ひいては材料コスト)を最小限に抑えながら、必要な強度を担保する設計の知恵が、板金フレームの品質を左右します。
製缶加工と板金加工の使い分け

製缶加工と板金加工の違い
ステンレスフレームを設計・発注する際、製缶加工と板金加工のどちらを選ぶべきか、その最大の判断基準となるのが「必要とされる強度」と「使用する板厚」です。業界における一般的な目安として、板厚が3.0mm〜4.0mmを分かれ目として考えるケースが多いです。
載せる構造物の重量が数百キログラムから数トンに及び、かつダイナミックな振動や荷重がかかる場合は、板厚6.0mm以上の厚板や、肉厚のパイプ・アングル材を用いた製缶加工が不可欠です。逆に、内部に収める部品が比較的軽量で、静的な荷重しかかからない場合、あるいは全体の総重量を軽くして持ち運びや設置を容易にしたい場合は、3.0mm以下の薄板を用いた板金加工が最適です。
【コスト・納期】製作数と加工工程による違い
コストと納期(リードタイム)の観点からも、両者には明確な性質の違いがあります。個数が「1台〜数台」の試作や特注品で、かつ高い強度が求められる場合、市販の型鋼をカットして溶接する製缶加工は、専用の金型や大がかりなプログラミングが不要なため、スピーディに立ち上げられるメリットがあります(ただし職人の人件費比率は高くなります)。
一方で、製作数が「数十台〜数百台」とまとまる場合は、板金加工に圧倒的な軍配が上がります。板金加工は初期のデータ作成(展開図の作成)さえ終えれば、あとはレーザー加工機やプレスブレーキで高速にブランク・曲げ加工を複製できるため、数が多ければ多いほど1個あたりの加工単価を劇的に抑えることができます。溶接工程も点溶接(スポット溶接)などで簡略化できれば、納期も大幅に短縮可能です。
【使用環境】食品・医薬品、屋外、化学プラント等での仕様
最終的にそのステンレスフレームが「どこで、どのように使われるか」という使用環境も、工法選定に影響を与えます。例えば、化学プラントや屋外の塩害地域など、極めて高い耐食性と構造強度が同時に求められる場所では、肉厚のSUS316Lなどの高級鋼材を用いた重厚な製缶フレームが選ばれます。
一方、食品工場や医薬品工場のクリーンルーム内に設置される装置では、強度だけでなく「洗浄性の高さ」が最優先されます。製缶加工でパイプを組み合わせる場合、パイプの内部に水や細菌が侵入して繁殖するのを防ぐため、端面を完全に溶接で塞ぐ「全周溶接(密閉溶接)」が必須となります。また、隙間(デッドスペース)を無くすために板金加工で1枚の板から隙間のないアール形状を曲げ出し、溶接箇所そのものを最小限に抑えるクリーン設計が採用されることも多く、環境への適合性を多角的に評価する必要があります。
ステンレスフレームの加工コスト・品質を最適化する設計のポイント
溶接長を減らし、曲げ加工を活用する「板金化」の工夫
ステンレスフレームの加工コスト(加工費)において、最大のウェイトを占めるのが「溶接工程」と、その後の「歪み取り・仕上げ工程」です。ステンレスの溶接は職人の手作業に依存する部分が大きく、溶接線が長くなればなるほど、人件費が跳ね上がるとともに歪みのリスクも増大します。
コストを抑えるための強力なアプローチが、製缶構造から曲げを多用した板金構造へのシフト、いわゆる「板金化(VE設計)」です。例えば、4本の角パイプを四角く溶接して作っていたフレームを、1枚の板材からコの字型に曲げ出したパーツ2つを組み合わせる設計に変えるだけで、溶接長を半分以下に減らすことができます。曲げ加工は機械で一瞬で行えるため、加工時間を劇的に短縮し、かつ溶接歪みそのものを根本から発生させないように工夫することができます。
規格材(定尺・市販パイプ等)を意識した寸法設計
図面上のちょっとした寸法の違いが、材料費の無駄(歩留まりの悪化)を招くことがあります。ステンレスの材料は、鋼板であれば「シブハチ(4尺×8尺=1219mm×2438mm)」などの定尺板、パイプやアングルであれば一般的に「4000mm(4M)」の長さで材料市場に流通しています。
設計の段階で、これらの規格サイズを意識することが重要です。例えば、フレームの全長を「2050mm」に設計してしまうと、4000mmの定尺パイプから1本しか切り出すことができず、残りの1950mmが端材(ロス)になってしまいます。もしこれを「1950mm」に設計変更できれば、1本の定尺パイプからきっちり2本無駄なく切り出すことができ、材料費をほぼ半減させることが可能です。また、市販されている角パイプの規格寸法(例:50mm×50mm、板厚2.0mmなど)をそのまま利用し、特殊なサイズへの追加工を発生させないことも、コストダウンの王道です。
仕上げ工程(酸洗い、バフ研磨、電解研磨)を考慮した仕様決定
ステンレスフレームは、溶接して終わりではありません。溶接をすると、熱が加わった部分の表面に「溶接焼け(酸化スケール)」と呼ばれる黒褐色〜紫色の変色が発生します。これを放置すると、ステンレスであってもそこからサビが発生してしまうため、必ず後処理(仕上げ)が必要になります。
主な仕上げ方法には、薬品を使って焼けを化学的に落とす「酸洗い」、機械的に磨きをかけて鏡面やヘアライン状にする「バフ研磨」、電気化学的に表面を極めて平滑にする「電解研磨」などがあります。バフ研磨は非常に美しい外観が得られますが、フレームの奥まった部分や細かい隙間には工具が届かず、手作業になるため莫大なコストがかかります。外観をそれほど重視しない内部フレームであれば「酸洗いのみ」にする、あるいは隙間のないオープンな設計にして研磨工具がアクセスしやすくするなど、仕上げ工程を見据えた図面作りが、最終的な製品コストと品質のバランスを最適化します。
製品事例
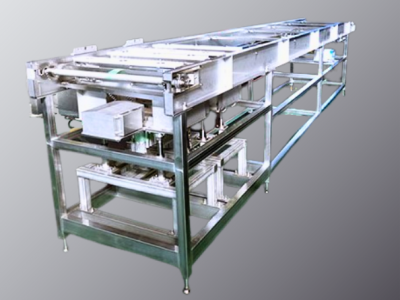
①大型オートフライヤーフレーム
揚げ物をライン生産するための、コンベア式オートフライヤー(連続自動揚物機)の外郭を成すフレームです。全長14mと非常に大物ですが、歪みが無いように注意して溶接を行いました。また、耐食性・サニタリー性・防臭効果を考慮し、オールステンレスで組み立てております。
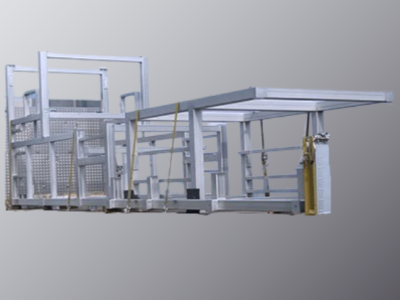
②食品搬送コンベアフレーム
食品を搬送するベルトコンベア用のステンレスフレームです。
製缶板金加工から溶接・組立まで弊社にて行いました。本製品は、サニタリー性・耐食性が重要なため、オールステンレス仕様で仕上げております。
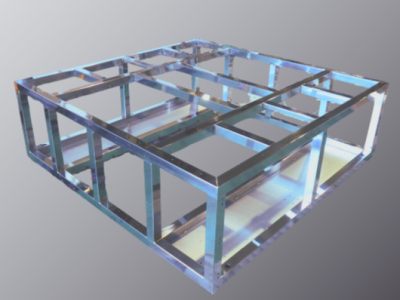
③食品製造ライン向けステンレスフレーム
食品製造ラインの骨組みとなるステンレスフレームです。
直接食品に触れる機械になりますので、衛生的な環境が長期間保たれるようにしなければなりません。そのため、接合部から水が入らないように、接合部全てにおいて全周溶接をしているのが特徴です。
溶接部の焼け落としをする際、酸を使用すると材料が変色してしまうため、美観を損ねないよう酸を使用せず、中性液を用いた電解式溶接焼け取り機を使用しております。また、ステンレス製のフレーム等は、製造の際に溶接時の熱による歪みが出易いという特徴があります。そのため、熱によるフレームへの影響は最大限考慮して製作しております。
ステンレスフレームの製作なら当社にお任せください
このように当社では、医療、食品などサニタリー性が求められる業界で3万種類以上の板金加工品の製造実績がございます。
当社は、3D設計・溶接・バフ研磨に強みがあります。設計から加工まで一貫して承りますので、ステンレスの板金加工のことでしたらぜひ当社にお声がけくださいませ。