0270-64-1234
0270-64-1234


 裏波溶接は、内側を溶接したように加工することで、液溜まりや異物混入の防止にもなり、食品や医療など、様々な分野で安全な原料輸送に適しております。
裏波溶接は、内側を溶接したように加工することで、液溜まりや異物混入の防止にもなり、食品や医療など、様々な分野で安全な原料輸送に適しております。本記事では、特徴、注意点、溶接方法をお伝えいたします!
本記事は設計担当者や購買担当者の方に必ず知っておいて頂きたい内容です。
本記事は2・3分で読めますので、ぜひご覧下さいませ!

裏波溶接とは
裏波溶接は、表面だけでなく、溶接面の裏面にビードを出したいときに使用されます。サニタリー配管や薄板などのシュート・ホッパー等、または裏側への溶接が必要だが、溶接トーチが入らないような品物に裏波溶接をする場合、外からの溶接によって、内面も溶かし込み、裏側からも溶接をしたようにビードを出していきます。
裏波溶接は、別名、完全溶込み突合せ溶接とも呼ばれております。
裏波溶接によって、完全溶込みとなった健全な溶接継手は、一般的に母材並の強度が期待でき、各種強度部材に適用することが可能です。
また、内側を溶接したように加工することで、液溜まりや異物混入の防止にもなり、食品や医療など、様々な分野で安全な原料輸送に適しております。
裏波溶接の注意点
裏波溶接をする際は下記の点に注意する必要があります。
①裏波の凹凸がないようにする
裏波溶接をするときには、裏波の溶接部分になるべく凹凸がないようにする必要があります。
裏波の凹みが大きいと、溶接の強度が落ちてしまいます。
裏波が、0.2mm〜1mm程度盛り上がっている状態が理想であるといえます。
②溶け残りがないようにする
裏波溶接をするときには、開先の溶け残りがないようにしなければなりません。
見た目で確認できれば補修できますが、見た目ではわからないこともあるため、溶接電流やルート間隔、開先角度などを精査して溶接することが求められます。
また、配管内に溶接棒が溶け残ってしまうと、異物となって将来不具合を生じさせる可能性があるため、こちらも注意が必要です。
③途切れている部分がないようにする
裏波溶接は完全溶込み突合せ溶接のことであるため、全周つながっていなければなりません。
そのため、仮付けの部分などは、特に注意して溶接する必要があります。
裏波溶接に適した溶接方法
裏波溶接には、TIG溶接が適しております。
TIG溶接とは、Tungsten Inert Gas(タングステン不活性ガス)溶接を略したもので、アーク溶接法の一種となります。
ステンレスやアルミを溶接するのは、一般的な溶接方法では困難ですが、TIG溶接であれば可能です。
TIG溶接は、品質が良く、仕上がりの見た目が美しいいうメリットがある一方、溶接するスピードが遅いというデメリットもございます。
TIG溶接は美しい仕上がりになるため、形が複雑であるものや、細かい溶接、仕上がりの見た目が重要な製品の溶接に適しております。
しかし、溶接するスピードが遅いため、作業効率を考えると、溶接箇所が少ない製品作製に適しているといえます。つまりTIG溶接は、作業効率より製品の見た目を重視した溶接方法ということになります。他にも、ステンレス同士の接合や、溶加棒を使用しない共付けにも、TIG溶接が適しているといえます。
TIG溶接について詳しく知りたい方は、TIG溶接の基礎知識記事がございますので、ぜひ以下のリンクよりご覧下さいませ。
裏波溶接を行ったステンレス製缶板金加工品をご紹介
裏波溶接は「ステンレス精密板金・製缶加工センター」が得意としている技術の1つです。当社では様々なステンレス板金部品の製造を行っており、食品や医療業界等の様々な業界の設計者の要望に応えてきました。
当社は、3D設計・溶接・バフ研磨に強みがあります。設計から加工まで一貫して承ります。
裏波溶接の事例①:サニタリー配管

1つ目は食品業界で用いられるサニタリー配管です。
こちらは、食品業界で用いられる液体を流すための配管部品です。
この製品は、さまざまな継手が用いられており、エルボ(90°に曲がった継手)・チーズ(T字に分岐した継手)・レジューサ(勾配のついた円筒型の継手)などが使われています。
食品が内面を直接通るサニタリー製品のため、そのすべての継手に対して全面ビードカット・全面バフ研磨を施しております。
本製品は、比較的小さいサイズのため、製品の奥まで手が届かず、内面のビードカット・研磨が難しいです。
そのため、パイプを細かく切断して、随時内面の研磨を行っております。
その後、カットしたパイプ同士を裏波溶接にて接続しております。
裏波溶接の事例②:計量機(配管パイプ勾配付き)
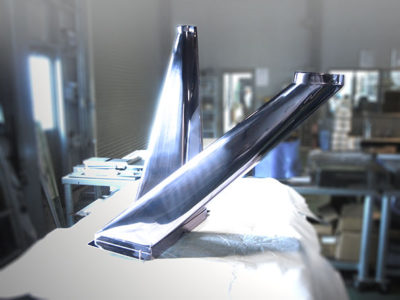
2つ目は配管パイプ勾配付き計量機です。
こちらは食品の自動計量機に接続されるシュート(配管パイプに勾配をつけたもの)です。SUS304 1.0Tの板材を板金溶接加工しています。
食品が接触しない部分で裏波溶接(外からの溶接によって、母材の内面も溶かし込み、裏側からも溶接を施したように溶接ビードを出す溶接方法のことです)を施し、その後全面をバフ研磨しております。
食品を流し込む製品であるため、丁寧な裏波溶接とバフ研磨を施しております。
溶接歪みについては、弊社従業員がハンマーで製品を叩き歪みを取り除き、寸法通りの製品に仕上げております。
このように当社では、丁寧な裏波溶接・バフ研磨を行い、また丁寧に溶接歪みをハンマーで取り除いております。
まとめ
裏波溶接についてご紹介いたしましたが、いかがでしたでしょうか?ご紹介させていただいた内容を簡単にまとめさせていただきます。
・裏波溶接とは、溶接面の裏側にも溶接したような盛り上がりを出す溶接方法です
・裏波溶接をする際には、裏波に凹凸や溶け残り、途切れている部分がないように注意が必用です
・裏波溶接をするには、TIG溶接が最適です
「ステンレス精密板金・製缶加工センター」では、裏波溶接以外にも多数の基礎知識記事を公開しております。
ここでは、裏波溶接を行った後に、あわせて行うことも多いビードカットの記事についてご紹介致しますので、ぜひ以下のリンクよりご覧下さいませ。
>>ビードカットとは?転圧や圧延との違い、メリットデメリットについて解説
「ステンレス精密板金・製缶加工センター」では、半自動溶接に精通した技術者が在籍しており、お客様の要望に丁寧にお応えし部品を製作することが可能です。特に加工に技術が必要とされているステンレスに強みを持っており、製作が困難とされている部品でも対応することが可能です。
是非一度お問い合わせください。
また「ステンレス精密板金・製缶加工センター」では、ステンレス溶接やその他溶接によって作られた部品の製作実績をまとめたレポートを無料で提供いたしております。
是非お気軽にご請求ください。