0270-64-1234
0270-64-1234


大物ステンレスの溶接を行う上でのポイントについて解説をしていきます。
ステンレスは、鉄(Fe)を主成分(50%以上)として、クロム(Cr)を10.5%以上含む錆びにくい合金という特徴をはじめ、熱に強いこと、衛生的であることなど様々な特徴が挙げられる材料です。
そのため、食品機械設備、特殊車両、建築部材、医療器具、研究開発器具など幅広い分野で使用されます。
大物ステンレスの溶接における注意点・ポイント
ステンレス材の溶接は、他の材料に比べて取扱いが難しく、高い技術が必要となります。
大物ステンレス溶接における注意点は下記のようなものが、挙げられます。
①歪みや縮みが生じやすいこと。
②ステンレスの種類によって特性が変わってくること
③鮮度や外観をキズつけることなく取り扱うこと
①歪みや縮みが生じやすいこと。
ステンレス材は、他の材料に比べて歪みや縮みが生じやすい材質です。特に、大物のステンレス製品を制作する際は、ひずみや歪みがでやすくなるため、より一層の注意が必要です。
ひずみや歪みがないかどうかの簡易的なチェックとして、板材の対角線が同じ長さになっているかどうか確認する方法があり、必ずチェックする必要があります。
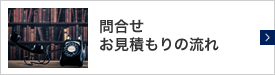
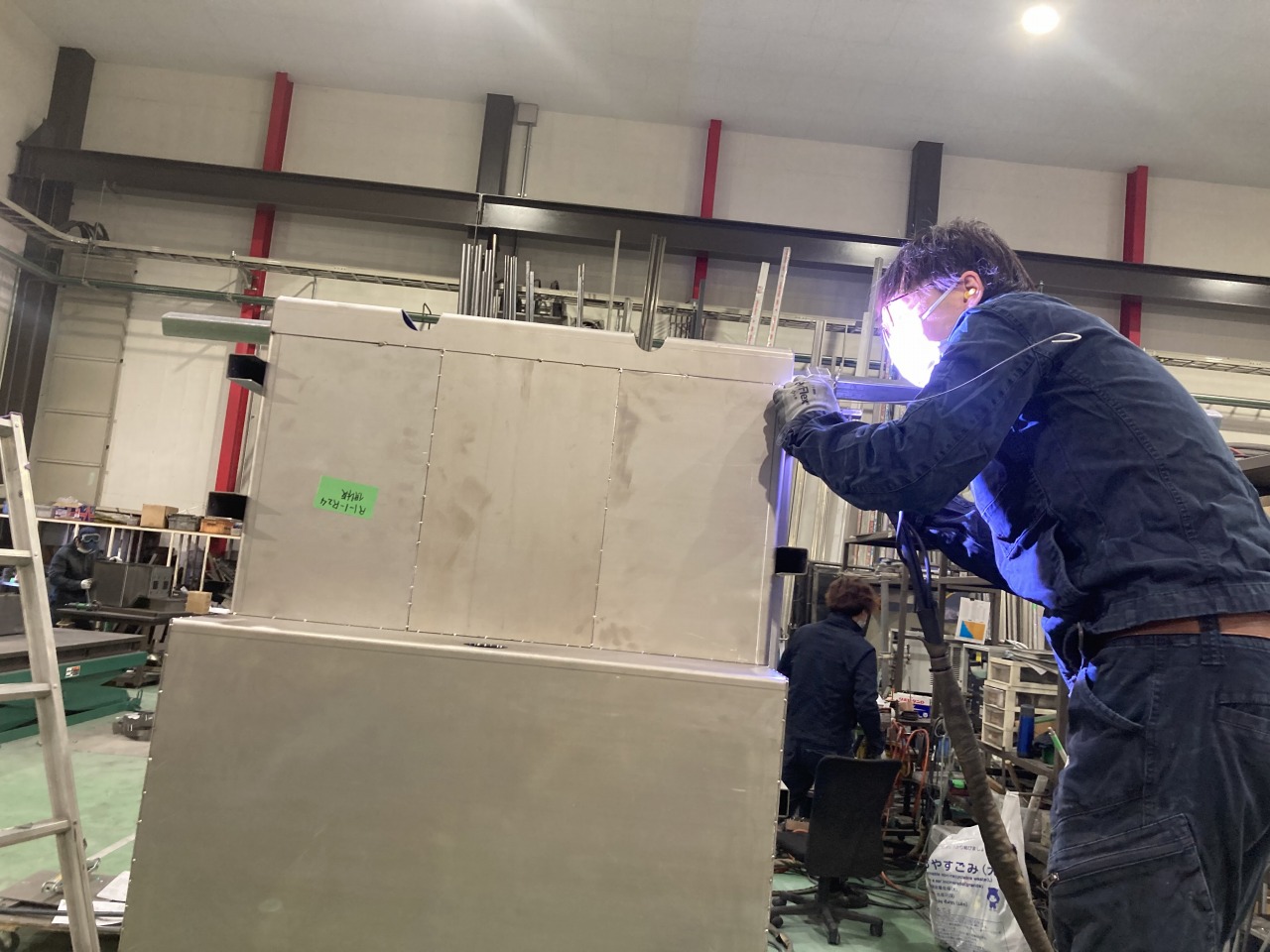
また、そもそもの歪みや縮みの防止対策としては、小花製作所では、縮む長さを考慮して設計・切断したり、溶接個所を減らすために切曲げで加工できる箇所は切曲げを採用したり、溶接順番を考えたりなど様々な方法で対策しています。特に、大物のステンレス製品の制作においては、累積誤差が発生しやすいことがポイントです。累積誤差とは、各部材ごとの誤差が散り積もって(累積して)大きな誤差が生まれてしまうことです。累積誤差を防ぐために、各部材の縮しろを計算したうえで、部材を製作することが求められます。
また、カバーなどは、溶接した後に穴あけをする。なぜなら、溶接前に部材に穴あけをすると部材の歪みにより、とりつけできなくなるためです。
このような加工の様子について、動画でも紹介しておりますので、ぜひご覧ください。
以下のリンクで溶接歪みの対策方法について記載しておりますので、ぜひご覧下さいませ。
②ステンレスの種類によって特性が変わってくること。
ステンレス材でも多様な種類が存在するため、材料の種類によって溶接手法を変えなければなりません。
フェライト系のステンレスは可能な限り短時間で溶接し、熱伝導が良好な治具を非加工物に付けて冷却温度を上げる必要があります。
理由は冷却の過程においてマルテンサイト系によって硬化したり粗大化にする可能性があるためです。
オーステナイト系のステンレスの溶接は比較的容易です。
しかし、高温に弱いため、高温割れが発生する可能性があります。
そのため、フェライト系をいくつかの材料を使用すると高温割れが起きにくい傾向です。
マルテンサイト系のステンレスは低温割れが起きやすい傾向です。
低温割れとは、200~300℃以下で起きる割れのことです。
低温割れを防止するためには、予熱を利用し、母材の温度を200~400℃程度に上げることで、材料の冷却速度を遅くすることが有効です。
詳しくは以下のリンクをご覧下さいませ。
③鮮度や外観をキズつけることなく取り扱うこと。
ステンレス材は他の材料に比べて塗装などをすることなく、加工した製品がそのまま使用されることが多いため、溶接の際には傷をつけないよう取り扱いに注意する必要があります。
「ステンレス精密板金・製缶加工センター」が製作した
大物ステンレス製品事例をご紹介
大物ステンレス製品の製作は、「ステンレス精密板金・製缶加工センター」が得意としている技術の1つです。当社では様々なステンレス板金部品の製造を行っており、食品や医療業界等の様々な業界の設計者の要望に応えてきました。
当社は、3D設計・溶接・バフ研磨に強みがあります。設計から加工まで一貫して承ります。
大物ステンレス製品の事例①:食品搬送用コンベア(オールステンレス)

1つ目は食品業界で用いられる食品搬送用のコンベアです。
こちら、食品製造工場にて用いられる充填した食品を搬送するコンベアとなります。
お客様から仕様を頂戴し、弊社にて設計から組み立てまで一貫して実施させていただいております。その際は、弊社の豊富な製作事例を参考にし、組み立てがしやすいように図面を工夫しながら製作しております。
そのため、設計から組み立て・納品までの期間を早めることができ、短納期でのお渡しが実現できております。また、こちらの製品は、食品製造工場向けに製造されていることから、オールステンレスで製造されております。
オールステンレスのメリットとしては主に2つあります。
①他の金属より錆びにくく耐久性が高いということから、安全性が強く求められている足場の材料としては安心して使用することができます。
②様々な臭いの立ち込める食品製造工場において、臭いが付きにくいステンレスを足場に使用することで作業場の清潔感を保つことができます。
大物ステンレス製品の事例②:食品製造機械用 ステンレスフレーム

2つ目は食品機械用筐体(フレーム)です。
こちらの製品は、食品製造機械の骨組みとなるフレームとなります。
直接食品に触れる機械になりますので、衛生的な環境が長期間保たれるようにしなければなりません。
そのため、接合部から水が入らないように、接合部全てにおいて全周溶接をしているのが特徴です。
特に角パイプからは隙間が出やすくなるため、全周溶接が特に必要になってきます。
やけ落としは美観を保つため、酸を直接塗り付けずに電解式溶接焼け取り機のみで洗っております。
また、食品製造機械というのは製造する際に高熱が発生しやすいというのが特徴としてあります。
そのため、熱によるフレームへの影響は最大限考慮して製作しております。
当社では多くの食品製造機械の製作事例がございますので、それらの製造工程で起こった成功事例や反省点を活かし食品製造機械フレームに変形がなるべく起こらないように製作しております。
大物ステンレス製品の事例③:米菓製造機械用 材料供給タンク

3つ目は米菓製造用供給タンクです。
こちらの製品は米菓製造における原料のお米を供給するタンクです。
タンクのテーパ部とストレート部を別々に溶接しています。
強度を確保するため、アングル巻き加工したフランジをテーパ部とストレート部の接続部分に取り付けております。
また、溶接ビード(溶接によりできるボコボコしたもの)による凹凸に微細な粉を滞留させない為に、溶接部は全てビードカットを行っております。
こちらの製品は、全周溶接を施しております。全周溶接は製品に溶接熱が溜まってしまい、製品に歪みが生じてしまいます。
ですが、当社では、板材の切り出しの際に、あらかじめ溶接による歪みが発生することを考慮してレーザーカットにて切り出しを行っています。
そのため、溶接後に、寸法通りの製品に仕上がります。
他の製品も多数ございますので、ぜひご覧くださいませ。
まとめ
大物ステンレス溶接についてご紹介いたしましたが、いかがでしたでしょうか?ご紹介させていただいた内容を簡単にまとめさせていただきます。
・大物ステンレスは特に歪みや縮みが生じやすく対策が必要
・ステンレスの種類によって特性が変わってくるため種類に合わせた溶接を行うことが求められる
・鮮度や外観をキズつけることなく取り扱う必要がある
「ステンレス精密板金・製缶加工センター」では、大物ステンレスの記事以外にも多数の基礎知識記事を公開しております。
ここでは、大物ステンレス溶接の歪み問題の解決策にもなるファイバーレーザー溶接についてご紹介致しますので、ぜひ以下のリンクよりご覧下さいませ。
>>ファイバーレーザー溶接とは?メリット・デメリットとともに解説します
今回ご紹介をさせて頂きました、大物ステンレスの溶接なら当社にご相談ください。
ステンレス加工の実績が数多くありますので、ご要望の材料を調達した上で、お客様の使用環境・用途に合わせて最適な提案をさせて頂きます。
中でも、当社では、医療、食品などサニタリー性が求められる業界で3万種類以上の板金加工品の製造実績がございます。
「ステンレス精密板金・製缶加工センター」では、3D設計・溶接・バフ研磨に強みがあります。
設計から加工まで一貫して承りますので、ステンレスの板金加工のことでしたらぜひ当社にお声がけくださいませ。
また「ステンレス精密板金・製缶加工センター」では、ステンレス溶接やその他溶接によって作られた部品の製作実績をまとめたレポートを無料で提供いたしております。
是非お気軽にご請求ください。