0270-64-1234
0270-64-1234


 ステンレス溶接では、母材に歪みが生じることがあります。
ステンレス溶接では、母材に歪みが生じることがあります。本記事では、なぜ母材に歪みが発生してしまうのか、歪みの対策・発生防止方法をお伝えいたします!
本記事は設計担当者や購買担当者の方に必ず知って頂きたい内容です。
本記事は2・3分で読めますので、ぜひご覧下さいませ!

ステンレス溶接において母材に発生してしまう歪み
ステンレス板に限らず、金板を溶接すると板材に歪みが生じることがあります。
溶接を行うと、母材は溶接熱により非常に高温になります。
溶接直後は銀色だった母材が真っ赤になるほどです。
高温になった金属は一度膨張しますが、自然冷却され縮小していきます。
製品全体を同時に熱した場合歪みは発生しづらいですが、溶接のように部材の一部分を熱する場合は、
部材の一部分が膨張・縮小します。
すると、製品の一部分のみに力(これを応力と言います)がかかってしまい、
製品に歪みが発生してしまいます。
薄い金属材は溶接熱により歪みやすいため、
ステンレス材の溶接加工では板材に歪みが発生しやすいです。
板金製品の中には精度が求められたり、外見上の見栄え・美しさが求められたりする製品があります。
例えば、食品工場に使われる食品配管パイプの場合、
パイプに歪みがあると、歪み部分に食品が溜まってしまい、食品が腐ってしまいます。
そのため、パイプ内をフラットにする必要があります。
溶接で板金に歪みが発生してしまうことは、溶接における課題です。
溶接で板材を正しく接合するだけでなく、溶接歪みを抑えて精度の高い製品を作ることが求められます。
では、溶接による母材の歪みはどう対策すればよいのでしょうか?
ステンレス溶接による歪みの対策方法
溶接歪み対策の代表的な手法としては以下のような対策方法があります。
①母材を治具で固定する
②歪んだ部分をハンマーで叩いて修正する
③溶接熱が一か所に溜まらないようにする
④歪みの発生をあらかじめ考慮して板材を切り出す
それぞれの手法について詳しくご説明いたします。
①母材を治具で固定する
母材を治具やクランプを用いて固定し、母材の歪もうとする働きを物理的に抑え込みます。
治具とは、母材の加工を補助する器具であり、母材の位置を固定させたり、
加工をしやすくさせる役割をもちます。
部材によっては、専用の治具やクランプを用意する必要があるため、
コストがかかってしまいますが、
一度治具とクランプを用意できれば量産が可能です。
便利な治具を作れることは、企業のノウハウでもあります。
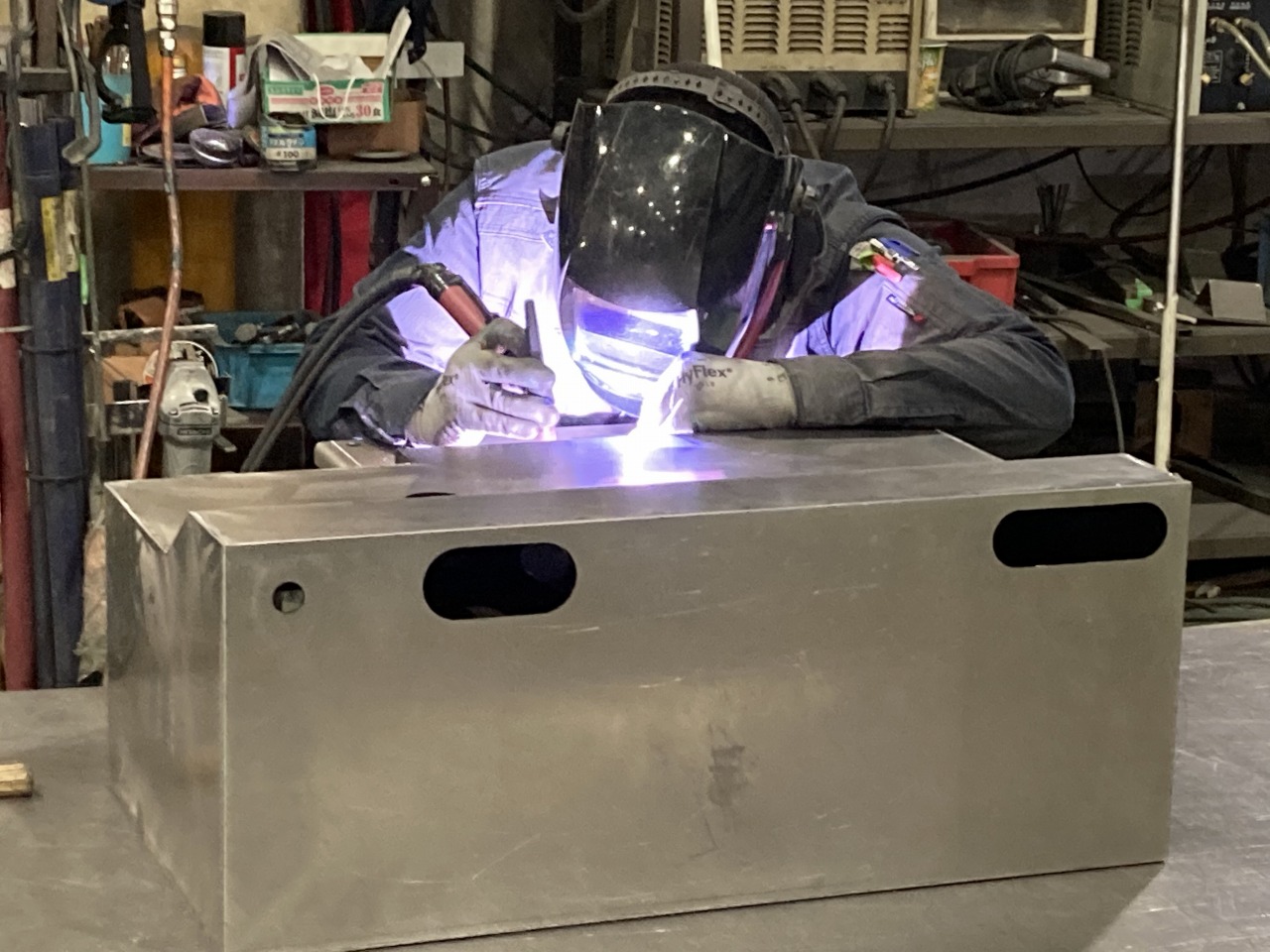
②歪んだ部分をハンマーで叩いて修正する
溶接で歪んだ部分を随時ハンマーで叩いて歪みをなくす方法です。
ハンマーで少しづつ叩きながら歪みをとっていき、仕上がりを整えていきます。
「ステンレス精密板金・製缶加工センター」では、
一点物から承っており、一つ一つの製品をハンマーで丁寧に仕上げます。
実際の修正の様子はこちら
③溶接熱が一か所に溜まらないようにする
溶接熱が一か所に集中してしまうと、集中した熱量により、母材に歪みが発生してしまいますので、
溶接熱を集中させないようにする工夫が必要です。
溶接熱を逃がす方法としては主に以下のような手法があります。
1.母材の下に熱伝導率の良い銅板や鋼板を敷く
熱伝導率とは素材の熱の伝わりやすさのことで、銅や鋼などは熱伝導率が高く熱が伝わりやすいです。
熱伝導率が高い、すなわち熱が伝わりやすい銅板や鋼板を母材の下に敷くことで、
母材の熱を銅板や鋼板に移す、つまり熱を逃がすことができます。
(熱は温度が高いところから低いところに伝わるからです)
2.溶接個所に水を使用して冷却する
先ほどの母材の下に銅板や鋼板を敷くという手法と同じく、母材の熱を別の物質に逃がすという方法です。
濡らしたタオルを溶接個所の裏にあて、冷却する方法もあります。
3.溶接箇所の溶接順番を工夫する
溶接の順序を工夫することで溶接熱を集中させないという手法です。
何も意識せずに溶接を行うと、溶接ビードが直線でつながってしまいます。
すると、溶接熱がどんどん溜まっていってしまい歪みの発生につながります。
そのため、片側を溶接したら次は反対側を溶接する(飛石法と言います)
といった手法を行うことで溶接熱を逃がせます。
溶接の順序を工夫する本手法は、溶接の技術ではなくノウハウですので、
そのノウハウをマニュアル等に落とし込むことで、
熟練者でなくても、最適な溶接順序で溶接を行うことができます。
④歪みの発生をあらかじめ考慮して板材を切り出す
溶接で歪みが発生してしまうことはわかっています。そのため、あらかじめこれくらいの歪みが発生するだろうと予測し、
歪み量を考量して材料を切り出すという手法です。
歪み量を考量して材料を用意する本手法ですと、歪みの修正がほとんど必要なくなりますので、
溶接後の部材の精度が高くなるというメリットがあります。
しかし、熟練の技術者でないと、溶接の歪み量を予測することが難しいというデメリットがあります。
まとめ
いかがでしたでしょうか。
当記事ではステンレス溶接における歪みに関して、歪みの発生原因や歪みの防止方法をお伝えいたしました。
「ステンレス精密板金・製缶加工センター」では、ステンレス溶接に精通した技術者が在籍しており、歪みを抑えた精度の高い製品を一品一品丁寧に製作しております。
特に加工が難しいとされているステンレスの溶接に強みを持っており、製作が困難とされている部品でも対応することが可能です。
是非一度、当社までお問い合わせくださいませ。
また「ステンレス精密板金・製缶加工センター」では、ステンレス溶接によって作られた部品の製作実績をまとめたレポートを無料で提供しております。
是非お気軽にご請求くださいませ。