0270-64-1234
0270-64-1234


 TIG溶接とは、溶接部分に不活性ガスを充満させた状態で、タングステン電極から電気を放電することで、溶接する方法です。
TIG溶接とは、溶接部分に不活性ガスを充満させた状態で、タングステン電極から電気を放電することで、溶接する方法です。本記事では、特徴、良い点、悪い点、注意点をお伝えいたします!
本記事は設計担当者や購買担当者の方に必ず知っておいて頂きたい内容です。
本記事は2・3分で読めますので、ぜひご覧下さいませ!

TIG溶接とは
TIG溶接とはアーク溶接方法の一種で、不活性ガスを用いた溶接を意味します。
そもそも、アーク溶接とは気体中の放電現象のアーク放電を用いて、同種類の金属同士を溶接する技術の事です。TIG溶接においては、電気を放電するタングステンの電極、気体に不活性ガスを用いております。
TIG溶接の電極(タングステン)は、金属中で融点が最も高くなっております。そのため、放電し高い熱を発生させ、溶接するにもかかわらず、タングステンは融けにくく、消耗しにくくなっております。
このことより、TIG溶接は非消耗電極式のアーク溶接に分類されます。
また、不活性ガスにはAr(アルゴン)やHe(ヘリウム)が用いられます。不活性ガスは金属と反応しにくいガスです。溶接の際に、溶接部周辺に不活性のガスを充満させ、金属が空気中の酸素等の気体と反応してしまうのを防ぎます。
こういった役割がある事から、不活性ガスはシールドガスと呼ばれています。
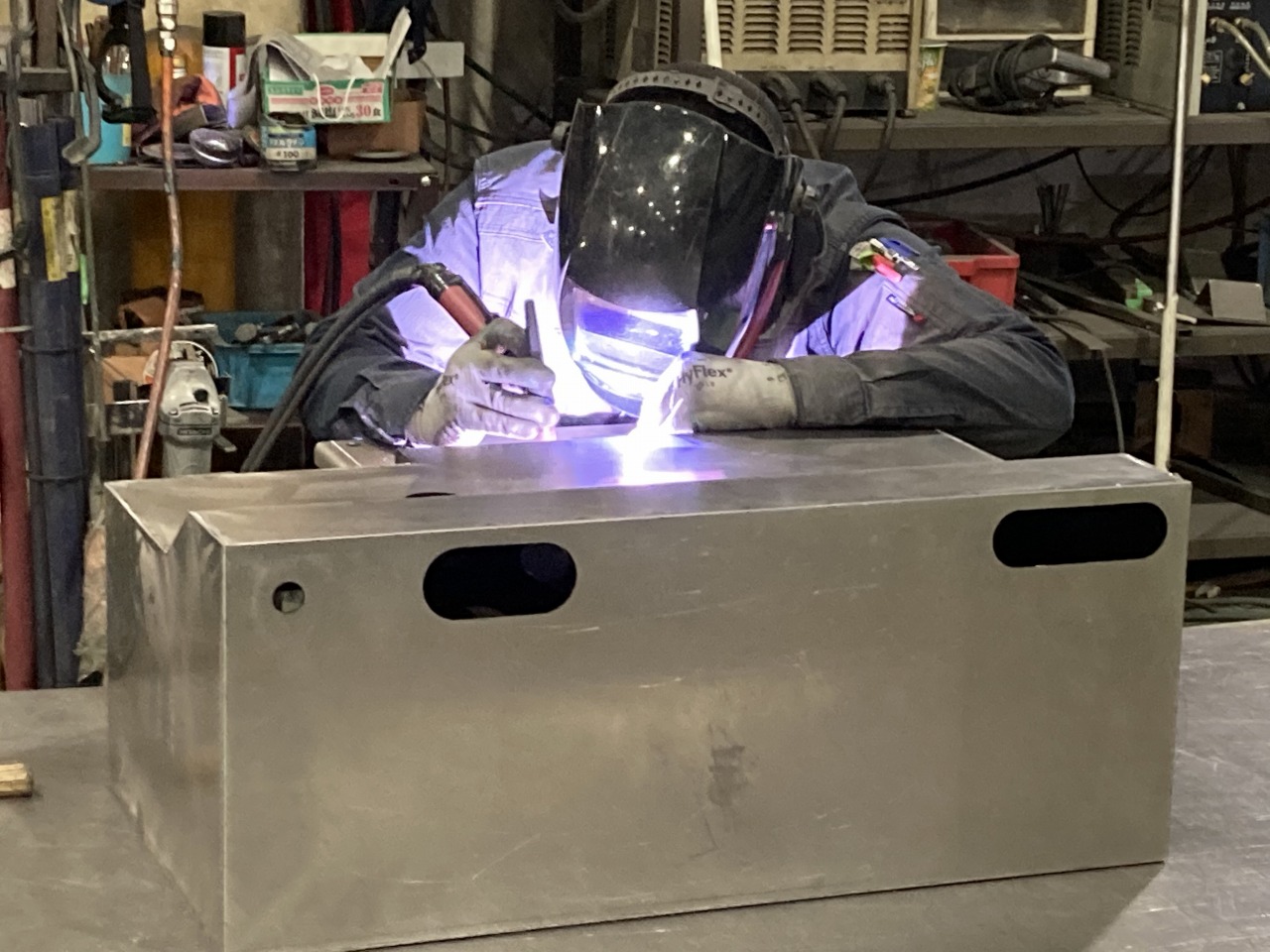
TIG溶接の実際の加工の様子はこちら
TIG溶接の良い点
①溶接部の仕上がりが綺麗
TIG溶接は上記にて説明させていただきましたが、不活性ガスを用いて溶接ができるため、空気と金属が触れ合うのを防ぎつつ、溶接が可能となっています。よって、空気が金属内に溶解してしまう反応を起こさせません。
そのため、溶解してしまった空気による気孔が生じる事(ピット)を防いでおく事が可能で、気密性を擁した、強度の高い溶接が可能となっております。
同時に、非常に美しい表面で溶接を仕上げる事も可能です。
②複雑な形をした物も溶接可能
溶接といわれると火花を散らしてバチバチと溶接をするのをイメージされる方が多いとおもいますが、TIG溶接はそのイメージとは少し違います。TIG溶接の作業中は火花の発生はございませんし、大きな音が出ることもございません。溶接部分が見える状態で作業ができるため、TIG溶接は複雑な形状をした物でも溶接する事が可能です。
③溶接できる金属が多い
TIG溶接は金属の中で最も融点の高いタングステンを電極として用いるため、多くの種類の金属を溶接する事が可能です。
TIG溶接の良くない点
①溶接スピードが遅い
TIG溶接は他の溶接方法を比べると、溶接スピードが遅い事が良くない点として挙げられます。
そのため大量生産や短い時間での作業には向いておりません。
②ランニングコストがかかる
TIG溶接は活用していく中で費用がかかってしまいます。上記にも書きましたが、タングステンは消耗しにくいため長期間継続して利用できます。一方で、不活性ガス(シールドガス)は高価であるため費用がかかります。
TIG溶接のまとめ
ここまでお読みいただきありがとうございました。
最後にここまでの内容を振り返ってまとめとさせていただきます。TIG溶接とは、溶接部分に不活性ガスを充満させた状態で、タングステン電極から電気を放電することで、溶接する方法です。
TIG溶接の良い点は、不活性ガスの充満した状態で溶接するため、気体が金属内に溶けこみにくく、気孔ができにくい点です。
そのため、溶接部が美しく仕上がり、かつ、高い強度で溶接可能です。
また、溶接する際に火花が発生しないので、溶接部をよくみながら溶接可能です。よって、複雑な物も溶接ができます。
さらに、TIG溶接で用いるタングステンの電極は金属の中で最も融点が高くなっているため、多くの種類の金属を溶接可能となっています。
一方で、TIG溶接の良くない点といたしましては、他の溶接に比べて溶接スピードが遅い点と不活性ガスは非常に高価で、費用がかかる点がございます。
最後までご覧いただきありがとうございました。
「ステンレス精密板金・製缶加工センター」では、半自動溶接に精通した技術者が在籍しているため、お客様の要望に丁寧にお応えし部品を製作することが可能となっております。特に加工に技術が必要とされているステンレスに強みを持っており、製作が困難とされている部品でも対応することが可能です。
是非お気軽に、一度お問い合わせください。
また「ステンレス精密板金・製缶加工センター」では、ステンレス溶接やその他溶接によって作られた部品の製作実績をまとめたレポートを無料で提供いたしております。
是非お気軽にご請求ください。